弧焊 Python SDK 使用示例
文档约定
以下各节结构统一为:
- 适用情况 — 何时需要本场景
- 目标 — 做完后系统应处于的状态
- 推荐步骤 — 顺序化操作要点;
- 常用接口与类型 — 便于检索 SDK 符号,非完整参数表
- 注意事项 — 常见易错点
通用编程约定
- 通过
robot.arcwelding()取得ArcWelding实例,在其上调用工艺参数与焊机相关接口;运动队列仍在robot上操作。 - 各 API 均传入
ec字典(调用前初始化为{}),每次调用后检查ec['ec']与ec['message']。 - 涉及「压队列再启动」的焊接轨迹,通常配合
xCoreSDK_python.MotionControlMode.NrtCommandMode与moveAppend/moveStart;与纯参数下发场景区分开。
公共代码前提(各场景「实现代码」共用)
以下与 SDK 包内 arcwelding_example.py 入口一致(含平台相关 import、arc_welding 获取与事件监视等)。
# -*- coding: utf-8 -*-
import platform
import time
import math
from datetime import timedelta
if platform.system() == "Windows":
from Release.windows import xCoreSDK_python
from Release.windows.xCoreSDK_python import arcwelding
from Release.windows.xCoreSDK_python.EventInfoKey import ArcWeldState, MoveExecution
elif platform.system() == "Linux":
from Release.linux import xCoreSDK_python
from Release.linux.xCoreSDK_python import arcwelding
from Release.linux.xCoreSDK_python.EventInfoKey import ArcWeldState, MoveExecution
else:
raise ImportError("Unsupported operating system")
ArcWelding = arcwelding.ArcWelding
# 连接机器人后:
ec = {}
robot = xCoreSDK_python.xMateRobot("192.168.0.160") # 按机型替换
arc_welding = robot.arcwelding()
def print_log(name: str, ec: dict) -> None:
if ec.get("ec", 0) != 0:
print(f"{name} failed: ec={ec.get('ec')}, {ec.get('message')}")
def print_info(msg) -> None:
print(msg)
场景一:首次接机器人与焊机
适用情况 新工作站第一次跑弧焊程序,或更换焊机 / 总线配置后需要确认控制器与焊机侧就绪。
目标 机器人已连接;弧焊工艺包可用;焊机型号与通信参数与现场一致;必要时完成 IO 与 ENI 期望配置。
推荐步骤
关键步骤关系如下(与下文分步说明对应):
-
connectToRobot建立与控制器连接。 -
用
getWelderStatus查看焊机侧状态:若state为"disabled"等表示尚未建立有效连接;为"ok"等表示已就绪(具体枚举以接口说明为准)。 -
若已连接:可用
getWelderSetting读取当前协议、品牌mfr、型号model、电流规格current_type等。 -
若要更换焊机或重配参数:先
disconnectFromWelder,再按下方 EtherCAT 或 模拟量 分支配置后重新connectToWelder。 -
EtherCAT 焊机:需要
setIsEniHaveWeld需设为true(与HMI上是否连接物理焊机等效),然后在HMI软件上上传该焊机对应的ENI文件。在setWelder(或WelderSetting)中设置protocol为 EtherCAT 对应取值(如"ethercat",以 SDK 约定为准)、mfr为下表中的厂商键名、model为下表中的型号键名、current_type必须为该机型的current_range中的某一档(与工艺包一致)。若该机型还提供wire_diameter、shielding_gas、program_number、dry_extension、firmware_version等约束,则setWelder时相应字段只能取自下列允许集合。厂商 / 型号与电流档位(及可选约束)一览(下发时
mfr、model字符串需与键名一致):
{
"aotai": {
"RL/RPL": { "current_range": [350, 500, 630, 800] },
"RP/RPH": { "current_range": [350, 500, 630, 800] }
},
"megmeet": {
"Artsen Plus": { "current_range": [350, 400, 500] },
"Artsen Pro": { "current_range": [350, 400, 500] },
"Ehave2": { "current_range": [350, 500, 630] },
"Artsen3": { "current_range": [400, 500] },
"Dex2": { "current_range": [350, 400, 500] },
"Dex2 Ultra": { "current_range": [400] },
"Megwave": { "current_range": [350, 400, 500] },
"Megwave 400AC": { "current_range": [400] },
"MetaTig": { "current_range": [315, 400, 500] },
"RevoTig": { "current_range": [315, 400, 500] }
},
"riland": {
"TiTans Low Spatter": {
"current_range": [500],
"wire_diameter": [0.8, 1.0, 1.2, 1.6],
"shielding_gas": ["CO2", "80%Ar+20%CO2"]
},
"TiTans DP": {
"current_range": [400, 500, 600],
"wire_diameter": [0.8, 1.0, 1.2, 1.6],
"shielding_gas": ["CO2", "80%Ar+20%CO2"]
}
},
"panasonic": {
"GS6": {
"current_range": [350, 500],
"program_number": [1, 97],
"dry_extension": [10, 12, 15, 20, 25, 30, 35]
}
},
"tayor": {
"RB-350P": { "current_range": [350] },
"RB-500P": { "current_range": [500] }
},
"headux": {
"headux": { "current_range": [550] }
},
"beijingtime": {
"time": { "current_range": [1000] }
},
"hugong": {
"NVPM": { "current_range": [500] }
},
"ewm": {
"TIG": { "current_range": [1000], "program_number": [0, 15] },
"Plasma": { "current_range": [1000], "program_number": [0, 15] },
"Phoenix": { "current_range": [1000], "program_number": [0, 15] },
"alpha Q": { "current_range": [1000], "program_number": [0, 15] }
},
"bohler": {
"URANOS NX": {
"current_range": [3000, 4000, 5000],
"firmware_version": ["v.14-v.24", "v.25"]
}
},
"esab": {
"Aristo 500ix": { "current_range": [500] }
}
}
示例(奥太 RL/RPL、500A 档):mfr = "aotai",model = "RL/RPL",current_type = 500(须在 [350,500,630,800] 内)。
-
模拟量焊机:须按顺序完成下面三步,再
setWelder:- ① IO 绑定:先调用
setIOSetting,将起弧、送丝、送丝回退、检气、电流/电压设定与回读、焊机就绪、故障等信号绑定到实际 DI/DO 或寄存器。 用getIOSetting进行核对。 - ② 电流 / 电压曲线:使用
setCurrentCharacteristicCurveData、setVoltageCharacteristicCurveData(及需要时的calculateCurrentCurve/calculateVoltageCurve)在控制器中建立曲线数据并命名。 - ③
setWelder:协议设为模拟量(具体字符串以 SDK / 工艺包为准,如"analog"等);品牌mfr只能为"manual_welding"或"aotai";型号model等与模拟量方案约定一致;current_file、voltage_file填步骤 ② 中已下发的电流曲线数据名与电压曲线数据名。其余字段按接口说明使用默认值或留空。
- ① IO 绑定:先调用
-
调用
connectToWelder建立与焊机的连接并启用焊机功能;调试结束或更换焊机前可用disconnectFromWelder。
实现代码
模拟量焊机配置见同文件 setIOSetting、setCharacteristicCurveData。
print_info("enter SetWelderAndConnectExample")
# 设置焊机(方式一)
arc_welding.setWelder("ethercat", "aotai", "RL/RPL", 500, ec)
print_log("setWelder", ec)
# 设置焊机(方式二)
welder_setting = arcwelding.WelderSetting()
welder_setting.mfr = "aotai"
welder_setting.model = "RL/RPL"
welder_setting.protocol = "ethercat"
welder_setting.current_type = 500
welder_setting.current_file = "current1" # 用于模拟量连接
welder_setting.voltage_file = "voltage1" # 用于模拟量连接
welder_setting.wire_diameter = 1.0
welder_setting.shielding_gas = "CO2"
welder_setting.program_number = 10
welder_setting.dry_extension = 15
arc_welding.setWelder(welder_setting, ec)
print_log("setWelder", ec)
# 读取焊机设置
welder_setting_ret = arc_welding.getWelderSetting(ec)
print_log("getWelderSetting", ec)
print_info(f"mfr: {welder_setting_ret.mfr}")
print_info(f"model: {welder_setting_ret.model}")
print_info(f"protocol: {welder_setting_ret.protocol}")
print_info(f"current_type: {welder_setting_ret.current_type}")
print_info(f"current_file: {welder_setting_ret.current_file}")
print_info(f"voltage_file: {welder_setting_ret.voltage_file}")
print_info(f"wire_diameter: {welder_setting_ret.wire_diameter}")
print_info(f"shielding_gas: {welder_setting_ret.shielding_gas}")
print_info(f"program_number: {welder_setting_ret.program_number}")
print_info(f"dry_extension: {welder_setting_ret.dry_extension}")
# 连接焊机
arc_welding.connectToWelder(ec)
print_log("connectToWelder", ec)
# 断开焊机
arc_welding.disconnectFromWelder(ec)
print_log("disconnectFromWelder", ec)
print_info("enter SetEniHaveWeldExample")
# 读取是否连接物理焊机(ENI文件)
eni_have_weld = arc_welding.isEniHaveWeld(ec)
print_log("isEniHaveWeld", ec)
print_info(f"eniHaveWeld: {eni_have_weld}")
# 设置是否连接物理焊机
arc_welding.setIsEniHaveWeld(True, ec)
print_log("setIsEniHaveWeld", ec)
常用接口与类型
getWelderStatus、getWelderSetting、setWelder、WelderSetting、connectToWelder、disconnectFromWelder、isEniHaveWeld、setIsEniHaveWeld、setIOSetting、getIOSetting、IOSetting、IOData、setCurrentCharacteristicCurveData、setVoltageCharacteristicCurveData、getCurrentCharacteristicCurveData、getVoltageCharacteristicCurveData、calculateCurrentCurve、calculateVoltageCurve
注意事项
更换焊机参数时,若已在弧焊连接状态,想要切换焊机,需先断开焊机连接再改参。
场景二:设置焊接运行参数
适用情况 需要统一调整空运行笛卡尔速度、手动送/退丝速度、气体检测时间等与焊接过程相关的全局运行选项(与单条起弧/焊接命名数据不同)。
目标 ArcWeldRunningParam 已写入控制器,空运行、送退丝、无参检气等行为与现场习惯一致。
推荐步骤
- 构造
ArcWeldRunningParam:按工艺包范围设置test_run_speed(mm/s)、wire_feed_speed(m/min)、gas_detect_time(s)等(字段含义与取值范围见 附录:数据结构 中「运行参数ArcWeldRunningParam」)。 - 调用
setRunningParam下发;用getRunningParam读回核对。 - 无参重载
detectGas()的检气持续时间与运行参数中的gas_detect_time相关;带时间与使能的重载则按调用传入(见 接口说明)。
实现代码
print_info("enter SetRunningParamExample")
# 下发运行参数
running_param = arcwelding.ArcWeldRunningParam()
running_param.test_run_speed = 200
running_param.wire_feed_speed = 2
running_param.gas_detect_time = 10
arc_welding.setRunningParam(running_param, ec)
print_log("setRunningParam", ec)
# 读取运行参数
running_param_ret = arc_welding.getRunningParam(ec)
print_log("getRunningParam", ec)
print_info(f"test_run_speed: {running_param_ret.test_run_speed}")
print_info(f"wire_feed_speed: {running_param_ret.wire_feed_speed}")
print_info(f"gas_detect_time: {running_param_ret.gas_detect_time}")
常用接口与类型
setRunningParam、getRunningParam、ArcWeldRunningParam、detectGas
注意事项
手动送/退丝速度 取决于焊机是否可以设置该功能
场景三:设置防碰撞(碰枪检测)
适用情况 现场使用碰枪 / 防撞 DI,需要由程序配置信号名、是否启用、屏蔽与倒计时,并在上位机或逻辑中订阅防撞状态。
目标 防碰撞参数已下发;可通过查询或事件回调获取 signal、enable、block、countdown 等与 HMI 或联锁一致。
推荐步骤
- 确定用于防撞的 DI 信号名(如
"DI0_0")。 - 调用
setAnticollision(signal, enable, block, countdown):enable为是否启用,block为屏蔽开关,countdown为倒计时(秒级语义以工艺包为准)。 - 需要界面或逻辑联动时,使用
getAnticollisionState读取当前状态;或注册setEventWatcher(xCoreSDK_python.Event.anticollisionState, callback, ec),在回调中解析xCoreSDK_python.EventInfoKey.AnticollisionState各键(与 附录:数据结构 中AnticollisionState对应)。
实现代码
def PrintAnticollisionState(info):
print_info("enter PrintAnticollisionState")
signal = info["signal"]
enable = info["enable"]
block = info["block"]
countdown = info["countdown"]
print_info("anticollision: \n" + f"signale: {signal}\n" +
f"enable: {enable}\n" + f"block: {block}\n" +
f"countdown: {countdown}")
robot.setEventWatcher(xCoreSDK_python.Event.anticollisionState,
PrintAnticollisionState, ec)
print_log("setEventWatcher", ec)
arc_welding.setAnticollision("DI0_2", True, False, 30, ec)
print_log("setAnticollision", ec)
ret = arc_welding.getAnticollisionState(ec)
print_log("getAnticollisionState", ec)
print_info("anticollision: \n" + f"signale: {ret.signal}\n" +
f"enable: {ret.enable}\n" + f"block: {ret.block}\n" +
f"countdown: {ret.countdown}")
常用接口与类型
setAnticollision、getAnticollisionState、xCoreSDK_python.Event.anticollisionState、xCoreSDK_python.EventInfoKey.AnticollisionState、setEventWatcher
注意事项
绑定的DI信号需要确保没有被其他系统功能占用
场景四:在程序中维护工艺参数
适用情况 希望由上位机或离线工具下发 / 修改起弧、焊接、收弧、摆动、间断焊等命名工艺数据,或与示教器 HMI 中已有参数名保持一致。
目标 控制器内保存在一组可引用的参数名,供后续 ArcOnCommand 等指令或示教程序使用。
推荐步骤
- 构造对应结构体(如
ArcOnData、ArcData、ArcOffData、WeaveData、SegData等),填写name及工艺字段。 - 调用
setXxxData写入;用getXxxData(name, ec)读回校验。 - 删除单条用
removeXxxData(name);批量删除可传入名称列表重载。 - 对示教器已有名称:可先
get再改字段后set,实现覆盖或微调。
实现代码
以下按类分别摘录 setArcOnData(起弧)、setArcData(焊接)、setArcOffData(收弧)、setWeaveData(摆焊)、setSegData(间断焊)。代码摘自 arcwelding_example.py 中对应函数体(省略 def 行);打印辅助逻辑见该文件内嵌的 print_arc_on_data 等局部函数。
print_info("enter SetArcOnDataExample")
# 下发ArcOnData默认值
arc_on_data_default = arcwelding.ArcOnData()
arc_welding.setArcOnData(arc_on_data_default, ec)
print_log("setArcOnData", ec)
# 下发ArcOnData自定义值
arc_on_data_custom = arcwelding.ArcOnData()
arc_on_data_custom.name = "Custom1_name"
arc_on_data_custom.annotation = "Custom1_annotation"
arc_on_data_custom.mode = "low_spatter"
arc_on_data_custom.current_mode = "wire_feed"
arc_on_data_custom.voltage_mode = "separate"
arc_on_data_custom.current = 120
arc_on_data_custom.voltage = 2
arc_on_data_custom.hold_time = 200
arc_on_data_custom.detect_time = 500
arc_on_data_custom.confirm_time = 50
arc_on_data_custom.preflow_time = 200
arc_on_data_custom.prearc_time = 50
arc_on_data_custom.slow_wire_feed_speed = 8
arc_on_data_custom.pre_wirefeed_time = 10
arc_on_data_custom.ramp_time = 100
arc_on_data_custom.re_arcon.enable = True
arc_on_data_custom.re_arcon.retry_time = 3
arc_on_data_custom.re_arcon.wire_retract_delay_time = 0
arc_on_data_custom.re_arcon.wire_retract_time = 100
arc_on_data_custom.re_arcon.current_step = 10
arc_on_data_custom.re_arcon.voltage_step = 0.1
arc_on_data_custom.scratch_arcon.enable = False
arc_on_data_custom.scratch_arcon.distance = 50
arc_on_data_custom.scratch_arcon.back_speed = 10
arc_on_data_custom.scratch_arcon.step = 5
arc_welding.setArcOnData(arc_on_data_custom, ec)
print_log("setArcOnData", ec)
# 获取ArcOnData
arc_on_data_default_ret = arc_welding.getArcOnData(
arc_on_data_default.name, ec)
print_log("getArcOnData", ec)
arc_on_data_custom_ret = arc_welding.getArcOnData(arc_on_data_custom.name,
ec)
print_log("getArcOnData", ec)
# 打印ArcOnData
def print_arc_on_data(data: arcwelding.ArcOnData):
print_info(f"Name: {data.name}")
print_info(f"Annotation: {data.annotation}")
print_info(f"Mode: {data.mode}")
print_info(f"Current Mode: {data.current_mode}")
print_info(f"Voltage Mode: {data.voltage_mode}")
print_info(f"Current: {data.current}")
print_info(f"Voltage: {data.voltage}")
print_info(f"Hold Time: {data.hold_time}")
print_info(f"Detect Time: {data.detect_time}")
print_info(f"Confirm Time: {data.confirm_time}")
print_info(f"Preflow Time: {data.preflow_time}")
print_info(f"Prearc Time: {data.prearc_time}")
print_info(f"Slow Wire Feed Speed: {data.slow_wire_feed_speed}")
print_info(f"Pre Wirefeed Time: {data.pre_wirefeed_time}")
print_info(f"Ramp Time: {data.ramp_time}")
print_info("Re Arc On Parameters:")
print_info(f" Enable: {data.re_arcon.enable}")
print_info(f" Retry Time: {data.re_arcon.retry_time}")
print_info(
f" Wire Retract Delay Time: {data.re_arcon.wire_retract_delay_time}"
)
print_info(f" Wire Retract Time: {data.re_arcon.wire_retract_time}")
print_info(f" Current Step: {data.re_arcon.current_step}")
print_info(f" Voltage Step: {data.re_arcon.voltage_step}")
print_info("Scratch Arc On Parameters:")
print_info(f" Enable: {data.scratch_arcon.enable}")
print_info(f" Distance: {data.scratch_arcon.distance}")
print_info(f" Back Speed: {data.scratch_arcon.back_speed}")
print_info(f" Step: {data.scratch_arcon.step}")
print_arc_on_data(arc_on_data_default_ret)
print_arc_on_data(arc_on_data_custom_ret)
# 删除参数
arc_welding.removeArcOnData("default", ec)
print_log("removeArcOnData", ec)
arc_welding.removeArcOnData(["remove1", "remove2"], ec)
print_log("removeArcOnData", ec)
print_info("enter SetArcDataExample")
# 下发ArcData默认值
arc_data_default = arcwelding.ArcData()
arc_welding.setArcData(arc_data_default, ec)
print_log("setArcData", ec)
# 下发ArcData自定义值
arc_data_custom = arcwelding.ArcData()
arc_data_custom.name = "Custom1_name"
arc_data_custom.annotation = "Custom1_annotation"
arc_data_custom.mode = "low_spatter"
arc_data_custom.current_mode = "wire_feed"
arc_data_custom.voltage_mode = "separate"
arc_data_custom.current = 80
arc_data_custom.voltage = 2
arc_data_custom.weld_speed = 50
arc_data_custom.ramp_time = 200
arc_data_custom.arc_break_param.detect_time = 50
arc_data_custom.arc_break_param.arc_break_option = "stop_and_alarm"
arc_data_custom.arc_break_param.restart_back_distance = 0
arc_welding.setArcData(arc_data_custom, ec)
print_log("setArcData", ec)
# 获取ArcData
arc_data_default_ret = arc_welding.getArcData(arc_data_default.name, ec)
print_log("getArcData", ec)
arc_data_custom_ret = arc_welding.getArcData(arc_data_custom.name, ec)
print_log("getArcData", ec)
# 打印ArcData
def print_arc_data(data: arcwelding.ArcData):
print_info(f"Name: {data.name}")
print_info(f"Annotation: {data.annotation}")
print_info(f"Mode: {data.mode}")
print_info(f"Current Mode: {data.current_mode}")
print_info(f"Voltage Mode: {data.voltage_mode}")
print_info(f"Current: {data.current}")
print_info(f"Voltage: {data.voltage}")
print_info(f"Weld Speed: {data.weld_speed}")
print_info(f"Ramp Time: {data.ramp_time}")
print_info("Arc Break Parameters:")
print_info(f" Detect Time: {data.arc_break_param.detect_time}")
print_info(
f" Arc Break Option: {data.arc_break_param.arc_break_option}")
print_info(
f" Restart Back Distance: {data.arc_break_param.restart_back_distance}"
)
print_arc_data(arc_data_default_ret)
print_arc_data(arc_data_custom_ret)
# 删除ArcData
arc_welding.removeArcData("default", ec)
print_log("removeArcData", ec)
arc_welding.removeArcData(["remove1,remove2"], ec)
print_log("removeArcData", ec)
print_info("SetArcOffDataExample")
# 下发ArcOffData
arc_off_data_default = arcwelding.ArcOffData() # 默认值
arc_welding.setArcOffData(arc_off_data_default, ec)
print_log("setArcOffData", ec)
arc_off_data_custom = arcwelding.ArcOffData() # 自定义值
arc_off_data_custom.name = "Custom1_name"
arc_off_data_custom.annotation = "Custom1_annotation"
arc_off_data_custom.mode = "low_spatter"
arc_off_data_custom.current_mode = "wire_feed"
arc_off_data_custom.voltage_mode = "separate"
arc_off_data_custom.current = 160
arc_off_data_custom.voltage = 5
arc_off_data_custom.hold_time = 200
arc_off_data_custom.delay_gasoff_time = 200
arc_off_data_custom.detect_time = 100
arc_off_data_custom.retract_time = 80
arc_off_data_custom.wire_stick_detection_time = 80
arc_off_data_custom.anti_wire_stick_param.enable = False
arc_off_data_custom.anti_wire_stick_param.current = 0
arc_off_data_custom.anti_wire_stick_param.voltage = 0
arc_off_data_custom.anti_wire_stick_param.time = 100
arc_welding.setArcOffData(arc_off_data_custom, ec)
print_log("setArcOffData", ec)
# 获取ArcOffData
arc_off_data_default_ret = arc_welding.getArcOffData(
arc_off_data_default.name, ec)
print_log("getArcOffData", ec)
arc_off_data_custom_ret = arc_welding.getArcOffData(
arc_off_data_custom.name, ec)
print_log("getArcOffData", ec)
# 打印ArcOffData
def print_arc_off_data(data: arcwelding.ArcOffData):
print_info(f"Name: {data.name}")
print_info(f"Annotation: {data.annotation}")
print_info(f"Mode: {data.mode}")
print_info(f"Current Mode: {data.current_mode}")
print_info(f"Voltage Mode: {data.voltage_mode}")
print_info(f"Current: {data.current}")
print_info(f"Voltage: {data.voltage}")
print_info(f"Hold Time: {data.hold_time}")
print_info(f"Delay Gas Off Time: {data.delay_gasoff_time}")
print_info(f"Detect Time: {data.detect_time}")
print_info(f"Retract Time: {data.retract_time}")
print_info(
f"Wire Stick Detection Time: {data.wire_stick_detection_time}")
print_info("Anti Wire Stick Parameters:")
print_info(f" Enable: {data.anti_wire_stick_param.enable}")
print_info(f" Current: {data.anti_wire_stick_param.current}")
print_info(f" Voltage: {data.anti_wire_stick_param.voltage}")
print_info(f" Time: {data.anti_wire_stick_param.time}")
print_arc_off_data(arc_off_data_default_ret)
print_arc_off_data(arc_off_data_custom_ret)
# 删除ArcOffData
arc_welding.removeArcOffData("default", ec)
print_log("removeArcOffData", ec)
arc_welding.removeArcOffData(["remove1,remove2"], ec)
print_log("removeArcOffData", ec)
print_info("enter SetWeaveDataExample")
# 下发WeaveData
weave_data_default = arcwelding.WeaveData() # 默认值
arc_welding.setWeaveData(weave_data_default, ec)
print_log("setWeaveData", ec)
weave_data_custom = arcwelding.WeaveData() # 自定义值
weave_data_custom.name = "Custom_name"
weave_data_custom.annotation = "Custom_annotation"
weave_data_custom.weaving_reference = "cycle"
weave_data_custom.pattern = "sine"
weave_data_custom.weave_length_frequency = 1
weave_data_custom.amplitude.left = 2
weave_data_custom.amplitude.right = 2
weave_data_custom.dwell_type = "weave_stop"
weave_data_custom.dwell_time = [10, 0, 20]
weave_data_custom.radius = 5
weave_data_custom.phase_invert = True
weave_data_custom.elevation_type = "v_pattern"
weave_data_custom.elevation_angle.left = 0
weave_data_custom.elevation_angle.right = 0
weave_data_custom.inclination_angle = 0
weave_data_custom.acc = 1
weave_data_custom.jerk = 10
arc_welding.setWeaveData(weave_data_custom, ec)
print_log("setWeaveData", ec)
# 获取WeaveData
weave_data_default_ret = arc_welding.getWeaveData(weave_data_default.name,
ec)
print_log("getWeaveData", ec)
weave_data_custom_ret = arc_welding.getWeaveData(weave_data_custom.name,
ec)
print_log("getWeaveData", ec)
# 打印WeaveData
def print_weave_data(data):
print_info(f"Name: {data.name}")
print_info(f"Annotation: {data.annotation}")
print_info(f"Weaving Reference: {data.weaving_reference}")
print_info(f"Pattern: {data.pattern}")
print_info(f"Weave Length Frequency: {data.weave_length_frequency}")
print_info("Amplitude:")
print_info(f" Left: {data.amplitude.left}")
print_info(f" Right: {data.amplitude.right}")
print_info(f"Dwell Type: {data.dwell_type}")
print_info(
f"Dwell Time: {data.dwell_time[0]}, {data.dwell_time[1]}, {data.dwell_time[2]}"
)
print_info(f"Radius: {data.radius}")
print_info(f"Phase Invert: {data.phase_invert}")
print_info(f"Elevation Type: {data.elevation_type}")
print_info("Elevation Angle:")
print_info(f" Left: {data.elevation_angle.left}")
print_info(f" Right: {data.elevation_angle.right}")
print_info(f"Inclination Angle: {data.inclination_angle}")
print_info(f"Acc: {data.acc}")
print_info(f"Jerk: {data.jerk}")
print_weave_data(weave_data_default_ret)
print_weave_data(weave_data_custom_ret)
# 删除WeaveData
arc_welding.removeWeaveData("default", ec)
print_log("removeWeaveData", ec)
arc_welding.removeWeaveData(["remove1", "remove2"], ec)
print_log("removeWeaveData", ec)
print_info("enter SetSegDataExample")
# 下发SegData
seg_data_default = arcwelding.SegData() # 默认值
arc_welding.setSegData(seg_data_default, ec)
print_log("setSegData", ec)
seg_data_custom = arcwelding.SegData() # 自定义值
seg_data_custom.name = "Custom_name"
seg_data_custom.annotation = "Custom_annotation"
seg_data_custom.seg_type = "normal"
seg_data_custom.non_welded_speed = "v10"
seg_data_custom.welded_distance = 10
seg_data_custom.non_welded_distance = 20
arc_welding.setSegData(seg_data_custom, ec)
print_log("setSegData", ec)
# 获取SegData
seg_data_default_ret = arc_welding.getSegData("default", ec)
print_log("getSegData", ec)
seg_data_custom_ret = arc_welding.getSegData(seg_data_custom.name, ec)
print_log("getSegData", ec)
# 打印SegData
def print_seg_data(data: arcwelding.SegData):
print_info(f"Name: {data.name}")
print_info(f"Annotation: {data.annotation}")
print_info(f"Segment Type: {data.seg_type}")
print_info(f"Non-Welded Speed: {data.non_welded_speed}")
print_info(f"Welded Distance: {data.welded_distance}")
print_info(f"Non-Welded Distance: {data.non_welded_distance}")
print_seg_data(seg_data_default_ret)
print_seg_data(seg_data_custom_ret)
# 删除SegData
arc_welding.removeSegData("default", ec)
print_log("removeSegData", ec)
arc_welding.removeSegData(["remove1", "remove2"], ec)
print_log("removeSegData", ec)
常用接口与类型
按「设置 / 读取 / 删除」分组的命名工艺数据接口如下(签名与重载详见 接口说明、附录:方法)。
-
起弧 / 焊接 / 收弧 / 摆焊 / 间断焊
setArcOnData/getArcOnData/removeArcOnDatasetArcData/getArcData/removeArcData、enableArcData
setArcOffData/getArcOffData/removeArcOffData
setWeaveData/getWeaveData/removeWeaveData
setSegData/getSegData/removeSegData
setWeaveAdaptiveData/getWeaveAdaptiveData -
多层多道
setLayerData/getLayerData/removeLayerData
setLayerCout、MpmlPathCheck、GetLayerStartPoint -
激光跟踪 / 激光寻位(命名参数)
setLaserTrackData/getLaserTrackData/removeLaserTrackData
setLaserSearchData/getLaserSearchData/removeLaserSearchData -
电弧跟踪(命名参数)
setArcTrackParam/getArcTrackParam/removeArcTrackParam -
电流 / 电压特性曲线(命名曲线数据)
setCurrentCharacteristicCurveData/getCurrentCharacteristicCurveData
setVoltageCharacteristicCurveData/getVoltageCharacteristicCurveData
calculateCurrentCurve、calculateVoltageCurve(仅计算、不落库)
注意事项
按名读取不存在的参数时,控制器可能返回约定错误码(如 -272),需在逻辑中处理。
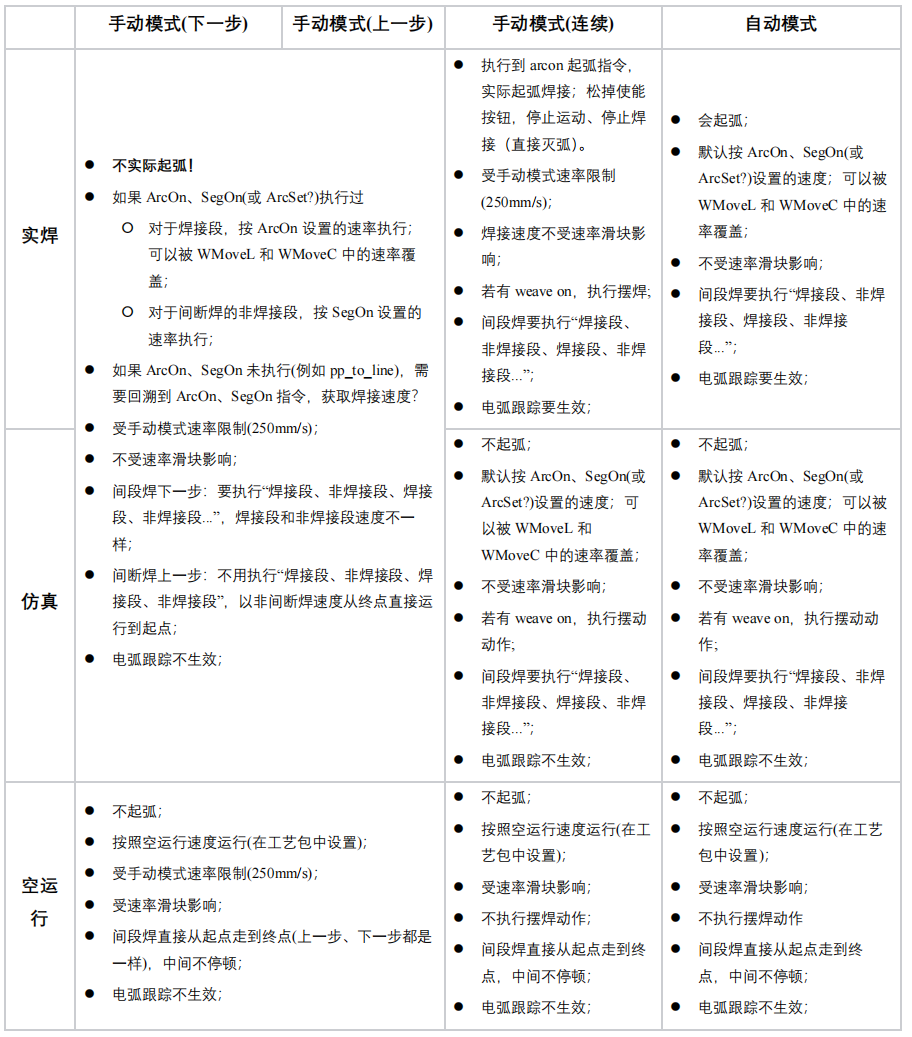
场景五:选择焊接模式,并对照手动 / 自动行为
适用情况 需要空运行验轨迹、仿真验节拍与摆动、或实焊出弧,并理解示教器手动单步、手动连续、自动下的差异(起弧与否、速度滑条、间断焊、摆焊、电弧跟踪等)。
目标 当前焊接模式与产线阶段匹配(调试 → 仿真 → 实焊)。
推荐步骤
- 调用
setWeldMode,在WeldMode::TestRun(空运行)、Simu(仿真)、Real(实焊)之间切换。 - 用
getWeldMode读回确认。 - 结合现场示教器运行方式,对照下表理解现象(与工艺包说明一致)。
实现代码
print_separator("enter SetWeldModeExample")
weld_mode = arcwelding.WeldMode.TestRun
arc_welding.setWeldMode(weld_mode, ec)
print_log("setWeldMode", ec)
weld_mode_ret = arc_welding.getWeldMode(ec)
print_log("getWeldMode", ec)
print_info(f"set: TestRun, return: {weld_mode_ret.name}")
time.sleep(1)
weld_mode = arcwelding.WeldMode.Simu
arc_welding.setWeldMode(weld_mode, ec)
print_log("setWeldMode", ec)
weld_mode_ret = arc_welding.getWeldMode(ec)
print_log("getWeldMode", ec)
print_info(f"set: Simu, return: {weld_mode_ret.name}")
time.sleep(1)
weld_mode = arcwelding.WeldMode.Real
arc_welding.setWeldMode(weld_mode, ec)
print_log("setWeldMode", ec)
weld_mode_ret = arc_welding.getWeldMode(ec)
print_log("getWeldMode", ec)
print_info(f"set: Real, return: {weld_mode_ret.name}")
焊接模式与运行方式组合(示意)
常用接口与类型
setWeldMode、getWeldMode、arcwelding.WeldMode
注意事项
场景六:典型焊缝——「起弧 → 直线/圆弧 焊接段 → 收弧」
适用情况 最常见的直线或圆弧焊缝:在非实时指令模式下,将普通运动与弧焊工艺指令按顺序压入同一队列并启动。
目标 机器人按序执行:接近段(可选)→ 起弧与焊接参数生效 → 带或不带摆动的焊接轨迹 → 收弧。
推荐步骤
- 需要先通过场景一启用焊机
setMotionControlMode(NrtCommand, ec)。- 确认焊机已配置并
connectToWelder(与场景一一致)。 - 构造
ArcOnCommand,绑定已下发的起弧参数名、焊接参数名(如与示教器同名)。 - 构造焊接段:
WMoveLCommand/WMoveCCommand等; - 构造
ArcOffCommand并绑定收弧参数名。 - 使用同一队列 id 多次
moveAppend按顺序入队;上电后moveStart执行。 - 需要暂停 / 继续时,可配合
stop与再次moveStart(以运动控制文档为准)。
实现代码
print_info("enter ExampleCommand")
# 以下点位基于CR7
# 需要先启用焊机
arc_welding.setWelder("ethercat", "aotai", "RL/RPL", 500, ec) # 设置焊机
print_log("setWelder", ec)
arc_welding.connectToWelder(ec) # 启用和连接焊机
print_log("connectToWelder", ec)
arc_welding.setArcOnData(arcwelding.ArcOnData(), ec)
arc_welding.setArcData(arcwelding.ArcData(), ec)
arc_welding.setArcOffData(arcwelding.ArcOffData(), ec)
arcon = arcwelding.ArcOnCommand("default", "default")
arcoff = arcwelding.ArcOffCommand("default")
target = xCoreSDK_python.CartesianPosition(
[0.315189, -0.15, 0.414397, -math.pi, 0.0, math.pi])
wml = arcwelding.WMoveLCommand(target, 10, 1, "default") # 直线摆动
targetMC = xCoreSDK_python.CartesianPosition()
targetMC.trans = [0.615167, 0.141585, 0.507386]
targetMC.rpy = [180.000 * math.pi / 180, 0.0, -167.039 * math.pi / 180]
auxMC = xCoreSDK_python.CartesianPosition()
auxMC.trans = [0.583553, 0.134309, 0.628928]
auxMC.rpy = [
180.000 * math.pi / 180, 11.286 * math.pi / 180,
-167.039 * math.pi / 180
]
wmc = arcwelding.WMoveCCommand(targetMC, auxMC, 10, 1, "default") # 圆弧摆动
weave_data_default = arcwelding.WeaveData() # 设置摆动参数
weave_data_default.amplitude.left = 2
weave_data_default.amplitude.right = 2
weave_data_default.weave_length_frequency = 2
arc_welding.setWeaveData(weave_data_default, ec)
weaveon = arcwelding.WeaveOnCommand("default")
weaveoff = arcwelding.WeaveOffCommand()
robot.setMotionControlMode(
xCoreSDK_python.MotionControlMode.NrtCommandMode, ec)
print_log("setMotionControlMode", ec)
id = xCoreSDK_python.PyString()
absj = xCoreSDK_python.MoveAbsJCommand(
target=xCoreSDK_python.JointPosition(
[PI / 2, PI / 6, -PI / 2, 0, -PI / 3, 0]))
robot.moveAppend(absj, id, ec)
robot.moveStart(ec)
wait_robot(robot, ec)
robot.moveAppend(arcon, id, ec)
print_log("moveAppend", ec)
robot.moveAppend(weaveon, id, ec)
print_log("moveAppend", ec)
robot.moveAppend(wml, id, ec)
print_log("moveAppend", ec)
robot.moveAppend(weaveoff, id, ec)
print_log("moveAppend", ec)
robot.moveAppend(arcoff, id, ec)
print_log("moveAppend", ec)
robot.setPowerState(True, ec)
print_log("setPowerState", ec)
robot.moveStart(ec)
print_log("moveStart", ec)
robot.stop(ec) # 暂停
print_log("stop", ec)
robot.moveStart(ec) # 继续
print_log("moveStart", ec)
常用接口与类型
ArcOnCommand、ArcOffCommand、WMoveLCommand、WMoveCCommand、moveAppend、moveStart、MoveLCommand
注意事项
点位、速度、Conf 需适配本机型。
mvoeStart() 是非阻塞接口,要注意避免直接退出程序。
在 arcon 和 arcoff 之前,必须要用普通的 MoveCommand 指令;在他们中间,必须要用 WMoveCommand。
在调用 moveAppend(arcon, id, ec); 时,需要保证控制器已经保存好arcon中对应的起弧参数和焊接参数,不要在这一行代码的上一行或者临近用 setArcOnData 保存数据,避免由于控制器的处理延迟导致调用报错。
如果是飞行起弧,就是 ArcOnData 中的提前起弧时间设置了不为0,则需要在 arcon 前面添加一条 MoveLCommand 指令。
场景七:焊接过程中使用 arc_set_opt(ArcSet)修改工艺参数
适用情况 已在起弧后的某一条焊缝上,希望某一段直线或圆弧改用另一套 arcdata,而不结束电弧、不拆程序。
目标 在压入队列的 WMoveLCommand / WMoveCCommand 等焊接运动上,通过 arc_set_opt 指定切换后的焊接参数名称。
推荐步骤
- 预先
setArcData维护多套命名工艺(如arcdata1、arcdata2)。 - 直线用
WMoveLCommand;圆弧用WMoveCCommand,在指令成员上设置arc_set_opt。
实现代码
print_info("enter ArcSetExample")
# 以下点位基于SR5
cmd_id = xCoreSDK_python.PyString()
arc_on_command = arcwelding.ArcOnCommand()
arc_off_command = arcwelding.ArcOffCommand()
absj = xCoreSDK_python.MoveAbsJCommand(
target=xCoreSDK_python.JointPosition(
[0, math.pi / 6, -math.pi / 2, 0, -math.pi / 3, 0]),
speed=1000)
l = xCoreSDK_python.MoveLCommand(target=xCoreSDK_python.CartesianPosition(
[0.614, 0.136, 0.389, -math.pi, 0, math.pi]),
speed=500)
wml_target1 = xCoreSDK_python.CartesianPosition(
[0.553, -0.107, 0.309, -math.pi, 0, math.pi])
wmovel1 = arcwelding.WMoveLCommand(target=wml_target1, speed=500)
wml_target2 = xCoreSDK_python.CartesianPosition(
[0.553, 0.107, 0.309, -math.pi, 0, math.pi])
wmovel2 = arcwelding.WMoveLCommand(target=wml_target2, speed=500)
wmovel2.arc_set_opt.arc_data = "arcdata1"
wmovel2.arc_set_opt.ref_start = True
wmovel2.arc_set_opt.distance = 80
robot.setPowerState(True, ec)
print_log("setPowerState", ec)
robot.moveAppend(absj, cmd_id, ec)
print_log("moveAppend", ec)
robot.moveAppend(l, cmd_id, ec)
print_log("moveAppend", ec)
robot.moveAppend(arc_on_command, cmd_id, ec)
print_log("moveAppend", ec)
wmls = [wmovel1, wmovel2]
robot.moveAppend(wmovel1, cmd_id, ec)
robot.moveAppend(wmls, cmd_id, ec)
print_log("moveAppend", ec)
robot.moveAppend(arc_off_command, cmd_id, ec)
print_log("moveAppend", ec)
robot.moveStart(ec)
print_log("moveStart", ec)
input()
robot.setPowerState(False, ec)
print_log("setPowerState", ec)
常用接口与类型
WMoveLCommand::arc_set_opt、WMoveCCommand::arc_set_opt、setArcData
场景八:直线 / 圆弧耦合摆动焊接
适用情况 平角或立角等焊缝需要在直线段或圆弧段上叠加摆动(Weave),由工艺包按摆动数据名解析摆幅、频率等。
目标 摆动数据已下发并与焊接运动绑定;可用 WeaveOnCommand / WeaveOffCommand 包络多段。
推荐步骤
setWeaveData写入摆动工艺名(如weavedata1)。- 创建
WeaveOnCommandWeaveOffCommand。 - 直线:构造
WMoveLCommand后调用setWeaveData("…", ec),或使用带摆动索引的构造函数重载(以 SDK 为准)。 - 圆弧:构造
WMoveCCommand,同样setWeaveData;辅助点、目标点与速度须满足机型与工艺包约束。 - 典型片段:
ArcOnCommand→WeaveOnCommand→ 若干WMoveL/WMoveC→WeaveOffCommand→ArcOffCommand。
实现代码
print_info("enter ExampleCommand")
# 以下点位基于CR7
# 需要先启用焊机
arc_welding.setWelder("ethercat", "aotai", "RL/RPL", 500, ec) # 设置焊机
print_log("setWelder", ec)
arc_welding.connectToWelder(ec) # 启用和连接焊机
print_log("connectToWelder", ec)
arc_welding.setArcOnData(arcwelding.ArcOnData(), ec)
arc_welding.setArcData(arcwelding.ArcData(), ec)
arc_welding.setArcOffData(arcwelding.ArcOffData(), ec)
arcon = arcwelding.ArcOnCommand("default", "default")
arcoff = arcwelding.ArcOffCommand("default")
target = xCoreSDK_python.CartesianPosition(
[0.315189, -0.15, 0.414397, -math.pi, 0.0, math.pi])
wml = arcwelding.WMoveLCommand(target, 10, 1, "default") # 直线摆动
targetMC = xCoreSDK_python.CartesianPosition()
targetMC.trans = [0.615167, 0.141585, 0.507386]
targetMC.rpy = [180.000 * math.pi / 180, 0.0, -167.039 * math.pi / 180]
auxMC = xCoreSDK_python.CartesianPosition()
auxMC.trans = [0.583553, 0.134309, 0.628928]
auxMC.rpy = [
180.000 * math.pi / 180, 11.286 * math.pi / 180,
-167.039 * math.pi / 180
]
wmc = arcwelding.WMoveCCommand(targetMC, auxMC, 10, 1, "default") # 圆弧摆动
weave_data_default = arcwelding.WeaveData() # 设置摆动参数
weave_data_default.amplitude.left = 2
weave_data_default.amplitude.right = 2
weave_data_default.weave_length_frequency = 2
arc_welding.setWeaveData(weave_data_default, ec)
weaveon = arcwelding.WeaveOnCommand("default")
weaveoff = arcwelding.WeaveOffCommand()
robot.setMotionControlMode(
xCoreSDK_python.MotionControlMode.NrtCommandMode, ec)
print_log("setMotionControlMode", ec)
id = xCoreSDK_python.PyString()
absj = xCoreSDK_python.MoveAbsJCommand(
target=xCoreSDK_python.JointPosition(
[PI / 2, PI / 6, -PI / 2, 0, -PI / 3, 0]))
robot.moveAppend(absj, id, ec)
robot.moveStart(ec)
wait_robot(robot, ec)
robot.moveAppend(arcon, id, ec)
print_log("moveAppend", ec)
robot.moveAppend(weaveon, id, ec)
print_log("moveAppend", ec)
robot.moveAppend(wml, id, ec)
print_log("moveAppend", ec)
robot.moveAppend(weaveoff, id, ec)
print_log("moveAppend", ec)
robot.moveAppend(arcoff, id, ec)
print_log("moveAppend", ec)
robot.setPowerState(True, ec)
print_log("setPowerState", ec)
robot.moveStart(ec)
print_log("moveStart", ec)
robot.stop(ec) # 暂停
print_log("stop", ec)
robot.moveStart(ec) # 继续
print_log("moveStart", ec)
常用接口与类型
setWeaveData、WMoveLCommand、WMoveCCommand、WeaveOnCommand、WeaveOffCommand
注意事项
- 需要摆动的轨迹必须放在
WeaveOnCommand和WeaveOffCommand之间,如果只单独给WMoveLCommand、WMoveCCommand设置摆动参数则不会生效 - 在
WeaveOnCommand和WeaveOffCommand之间的轨迹如果不带摆动参数会默认执行WeaveOnCommand中的摆动参数
场景九:直线 / 圆弧耦合间断焊
适用情况 仅在部分轨迹上需要「焊—停—焊」节拍;不要求摆动,或摆动由其它段单独处理。
目标 在 SegOnCommand 与 SegOffCommand 之间,WMoveL / WMoveC 按 SegData 执行间断节奏;区间外为连续焊或普通焊接运动。
推荐步骤
setSegData写入间断焊参数名(如segdata1)。- 队列:
ArcOnCommand→(可选空移或非间断段)→SegOnCommand("segdata1")→ 一条或多条直线/圆弧焊接运动 →SegOffCommand→ 后续连续焊或收弧。
实现代码
print_info("enter segOnExample")
# 以下点位基于SR5
# 根据起始轴角度,计算笛卡尔位姿
drag_posture = [0, math.pi / 6, -math.pi / 2, 0, -math.pi / 3, 0]
p_start = robot.model().calcFk(drag_posture, ec)
print_info(f"start pose: {p_start}")
# 设置间断焊参数
seg_data = arcwelding.SegData()
seg_data.name = "segdata1"
seg_data.annotation = "segannotation"
seg_data.seg_type = "normal"
seg_data.non_welded_speed = "v5"
seg_data.welded_distance = 15
seg_data.non_welded_distance = 30
arc_welding.setSegData(seg_data, ec)
# 开始间断焊指令,设置间断焊参数为segdata1
seg_on_cmd = arcwelding.SegOnCommand("segdata1")
seg_off_cmd = arcwelding.SegOffCommand()
# 几条焊接运动指令
seg_wmovel0 = arcwelding.WMoveLCommand(target=p_start, speed=2000, zone=0)
seg_wmovel0.offset.type = xCoreSDK_python.CartesianPositionOffsetType.offs
seg_wmovel0.offset.frame.trans = [0, -0.11, -0.12]
seg_wmovel1 = arcwelding.WMoveLCommand(target=p_start, speed=20, zone=0)
seg_wmovel1.offset.type = xCoreSDK_python.CartesianPositionOffsetType.offs
seg_wmovel1.offset.frame.trans = [0, 0.08, -0.02]
seg_wmc = arcwelding.WMoveCCommand(target=p_start,
aux=p_start,
speed=10,
zone=0)
seg_wmc.targetOffset.type = xCoreSDK_python.CartesianPositionOffsetType.offs
seg_wmc.targetOffset.frame.trans = [0, -0.05, 0.01]
seg_wmc.auxOffset.type = xCoreSDK_python.CartesianPositionOffsetType.offs
seg_wmc.auxOffset.frame.trans = [0, 0.070, 0]
non_seg_wmovl = arcwelding.WMoveLCommand(target=p_start, speed=20, zone=1)
non_seg_wmovl.offset.type = xCoreSDK_python.CartesianPositionOffsetType.offs
non_seg_wmovl.offset.frame.trans = [-0.05, 0, 0]
arc_on_cmd = arcwelding.ArcOnCommand("arcondata1", "arcdata1")
arc_off_cmd = arcwelding.ArcOffCommand("arcoffdata1")
absj = xCoreSDK_python.MoveAbsJCommand(
target=xCoreSDK_python.JointPosition(
[0, math.pi / 6, -math.pi / 2, 0, -math.pi / 3, 0]),
speed=500)
weave_on_command = arcwelding.WeaveOnCommand("weavedata1")
weave_off_cmd = arcwelding.WeaveOffCommand()
id = xCoreSDK_python.PyString()
robot.setPowerState(True, ec)
robot.moveAppend(absj, id, ec)
robot.moveStart(ec)
while True:
time.sleep(1)
st = robot.operationState(ec)
if st == xCoreSDK_python.OperationState.idle or st == xCoreSDK_python.OperationState.unknown:
break
print_info("运动到初始点")
robot.moveAppend(arc_on_cmd, id, ec)
robot.moveAppend(weave_on_command, id, ec)
robot.moveAppend(seg_on_cmd, id, ec)
wmovels = [seg_wmovel0, seg_wmovel1]
robot.moveAppend(wmovels, id, ec)
robot.moveAppend(seg_wmc, id, ec)
robot.moveAppend(seg_off_cmd, id, ec)
robot.moveAppend(non_seg_wmovl, id, ec)
robot.moveAppend(weave_off_cmd, id, ec)
robot.moveAppend(arc_off_cmd, id, ec)
robot.moveStart(ec)
常用接口与类型
setSegData、SegOnCommand、SegOffCommand、WMoveLCommand、WMoveCCommand
场景十:直线 / 圆弧耦合间断焊 + 摆动
适用情况 间断节拍与摆动同时作用在同一电弧区间。
目标 WeaveOn 包络与 SegOn~SegOff 区间在队列中顺序正确,且各 WMoveL / WMoveC 上 arc_set_opt、偏移等与现场标定一致。
推荐步骤
- 同时完成
setWeaveData与setSegData。 - 参考
segOnExample的典型顺序:ArcOnCommand→WeaveOnCommand→ 非间断的过渡WMoveL(可选)→SegOnCommand→ 间断区间内的多条WMoveL/WMoveC→SegOffCommand→ 后续运动 →WeaveOffCommand→ArcOffCommand。 - 若间断段与连续段工艺不同,在对应指令上分别设置
arc_set_opt。 - 圆弧段目标点、辅助点偏移建议与示例一致地在指令的
offset/targetOffset等成员上配置(以 SDK 类型存根 / 接口说明为准)。
实现代码
print_info("enter segOnExample")
# 以下点位基于SR5
# 根据起始轴角度,计算笛卡尔位姿
drag_posture = [0, math.pi / 6, -math.pi / 2, 0, -math.pi / 3, 0]
p_start = robot.model().calcFk(drag_posture, ec)
print_info(f"start pose: {p_start}")
# 设置间断焊参数
seg_data = arcwelding.SegData()
seg_data.name = "segdata1"
seg_data.annotation = "segannotation"
seg_data.seg_type = "normal"
seg_data.non_welded_speed = "v5"
seg_data.welded_distance = 15
seg_data.non_welded_distance = 30
arc_welding.setSegData(seg_data, ec)
# 开始间断焊指令,设置间断焊参数为segdata1
seg_on_cmd = arcwelding.SegOnCommand("segdata1")
seg_off_cmd = arcwelding.SegOffCommand()
# 几条焊接运动指令
seg_wmovel0 = arcwelding.WMoveLCommand(target=p_start, speed=2000, zone=0)
seg_wmovel0.offset.type = xCoreSDK_python.CartesianPositionOffsetType.offs
seg_wmovel0.offset.frame.trans = [0, -0.11, -0.12]
seg_wmovel1 = arcwelding.WMoveLCommand(target=p_start, speed=20, zone=0)
seg_wmovel1.offset.type = xCoreSDK_python.CartesianPositionOffsetType.offs
seg_wmovel1.offset.frame.trans = [0, 0.08, -0.02]
seg_wmc = arcwelding.WMoveCCommand(target=p_start,
aux=p_start,
speed=10,
zone=0)
seg_wmc.targetOffset.type = xCoreSDK_python.CartesianPositionOffsetType.offs
seg_wmc.targetOffset.frame.trans = [0, -0.05, 0.01]
seg_wmc.auxOffset.type = xCoreSDK_python.CartesianPositionOffsetType.offs
seg_wmc.auxOffset.frame.trans = [0, 0.070, 0]
non_seg_wmovl = arcwelding.WMoveLCommand(target=p_start, speed=20, zone=1)
non_seg_wmovl.offset.type = xCoreSDK_python.CartesianPositionOffsetType.offs
non_seg_wmovl.offset.frame.trans = [-0.05, 0, 0]
arc_on_cmd = arcwelding.ArcOnCommand("arcondata1", "arcdata1")
arc_off_cmd = arcwelding.ArcOffCommand("arcoffdata1")
absj = xCoreSDK_python.MoveAbsJCommand(
target=xCoreSDK_python.JointPosition(
[0, math.pi / 6, -math.pi / 2, 0, -math.pi / 3, 0]),
speed=500)
weave_on_command = arcwelding.WeaveOnCommand("weavedata1")
weave_off_cmd = arcwelding.WeaveOffCommand()
id = xCoreSDK_python.PyString()
robot.setPowerState(True, ec)
robot.moveAppend(absj, id, ec)
robot.moveStart(ec)
while True:
time.sleep(1)
st = robot.operationState(ec)
if st == xCoreSDK_python.OperationState.idle or st == xCoreSDK_python.OperationState.unknown:
break
print_info("运动到初始点")
robot.moveAppend(arc_on_cmd, id, ec)
robot.moveAppend(weave_on_command, id, ec)
robot.moveAppend(seg_on_cmd, id, ec)
wmovels = [seg_wmovel0, seg_wmovel1]
robot.moveAppend(wmovels, id, ec)
robot.moveAppend(seg_wmc, id, ec)
robot.moveAppend(seg_off_cmd, id, ec)
robot.moveAppend(non_seg_wmovl, id, ec)
robot.moveAppend(weave_off_cmd, id, ec)
robot.moveAppend(arc_off_cmd, id, ec)
robot.moveStart(ec)
常用接口与类型
同场景八与场景九所列类型组合使用。
注意事项
场景十一:钟摆形轨迹焊接
适用情况 焊缝几何由工艺定义为钟摆形路径(专用钟摆运动指令)。
目标 正确使用 WMoveLPendulumCommand 的起点、辅助点、目标点及速度等参数;需要切换规范时在成员上设置 arc_set_opt。
推荐步骤
- 按工艺包与示教数据填入
WMoveLPendulumCommand各点(与arcSetPendulumExample一致)。 - 与
ArcOnCommand/ArcOffCommand组合方式与普通焊接运动相同,压入非实时队列后moveStart。 - 若同程序中还有普通摆焊,注意与场景八区分:钟摆为独立运动类型,一般不混用
WeaveOn包络同一段钟摆(以工艺包说明为准)。
实现代码
# 示例 - 焊接钟摆过程中设置焊接参数(点位需按机型标定)
cmd_id = xCoreSDK_python.PyString()
arc_data = arcwelding.ArcData()
arc_data.name = "arcdata1"
arc_welding.setArcData(arc_data, ec)
arc_data.name = "arcdata2"
arc_data.current = 20
arc_data.voltage = 15
arc_welding.setArcData(arc_data, ec)
arc_data.name = "arcdata3"
arc_data.current = 100
arc_data.voltage = 20
arc_data.weld_speed = 15
arc_welding.setArcData(arc_data, ec)
arcon_data = arcwelding.ArcOnData()
arcon_data.name = "arcondata1"
arc_welding.setArcOnData(arcon_data, ec)
arcoff_data = arcwelding.ArcOffData()
arcoff_data.name = "arcoffdata1"
arc_welding.setArcOffData(arcoff_data, ec)
weave_data = arcwelding.WeaveData()
weave_data.weave_length_frequency = 3.5
weave_data.amplitude.left = 6
weave_data.amplitude.right = 4.5
arc_welding.setWeaveData(weave_data, ec)
arc_on_command = arcwelding.ArcOnCommand("arcondata1", "arcdata1")
arc_off_command = arcwelding.ArcOffCommand("arcoffdata1")
absj = xCoreSDK_python.MoveAbsJCommand(
[0.168, 0.369, -0.883, -0.210, -0.637, -0.137], 1000)
start1 = xCoreSDK_python.CartesianPosition(
[0.68015, -0.077702, 0.777555, -2.319, 1.112, -2.228])
start_aux1 = xCoreSDK_python.CartesianPosition(
[0.672849, -0.0777043, 0.777555, -2.319, 1.112, -2.228])
target_aux1 = xCoreSDK_python.CartesianPosition(
[0.647849, -0.0943, 0.750882, -2.319, 1.112, -2.228])
target1 = xCoreSDK_python.CartesianPosition(
[0.647849, -0.09473, 0.747882, -2.319, 1.112, -2.228])
target_aux2 = xCoreSDK_python.CartesianPosition(
[0.437346, -0.2597, 0.793403, -2.319, 1.112, -2.228])
target2 = xCoreSDK_python.CartesianPosition(
[0.435346, -0.2597, 0.796403, -2.319, 1.112, -2.228])
target_aux3 = xCoreSDK_python.CartesianPosition(
[0.6117849, -0.14534, 0.666882, -2.319, 1.112, -2.228])
target3 = xCoreSDK_python.CartesianPosition(
[0.599849, -0.14574, 0.667882, -2.319, 1.112, -2.228])
l = xCoreSDK_python.MoveLCommand(start1, 500)
wp1 = arcwelding.WMoveLPendulumCommand(start_aux1, target1, target_aux1, 20, 0.5, 100, 2)
wp2 = arcwelding.WMoveLPendulumCommand(None, target2, target_aux2, 20, 3, 234, 1)
wp2.arc_set_opt.arc_data = "arcdata2"
wp2.arc_set_opt.ref_start = True
wp2.arc_set_opt.distance = 0
wp3 = arcwelding.WMoveLPendulumCommand(None, target3, target_aux3, -1, 3.1, 4, 5)
wp3.arc_set_opt.arc_data = "arcdata3"
wp3.arc_set_opt.ref_start = True
wp3.arc_set_opt.distance = 0
robot.setPowerState(True, ec)
robot.moveAppend(absj, cmd_id, ec)
robot.moveAppend(l, cmd_id, ec)
robot.moveAppend(arc_on_command, cmd_id, ec)
robot.moveAppend(wp1, cmd_id, ec)
robot.moveAppend(wp2, cmd_id, ec)
robot.moveAppend(wp3, cmd_id, ec)
robot.moveAppend(arc_off_command, cmd_id, ec)
robot.moveStart(ec)
input()
robot.setPowerState(False, ec)
常用接口与类型
WMoveLPendulumCommand、ArcSetOpt(arc_set_opt 成员)
场景十二:电弧跟踪
适用情况 焊接过程中需根据电弧传感修正横向或高度方向
目标 指定轨迹段使用某套 ArcTrackParam;其它段不传跟踪名即不跟踪。
推荐步骤
setArcTrackParam下发跟踪参数名(如arctrackdata1)。- 在
WMoveLCommand等带摆动名的重载中传入跟踪数据名;圆弧若 SDK 提供同等重载,绑定方式相同(以类型存根 / 接口说明为准)。 - 典型队列:
ArcOnCommand→WeaveOnCommand→ 多条带跟踪的焊接运动 →WeaveOffCommand→ArcOffCommand。 - 等待运动结束并确认收弧完成(可结合场景十八事件订阅)。
实现代码
def arc_track_example(robot: xCoreSDK_python.BaseRobot,
arc_welding: ArcWelding, ec):
# 设置电弧跟踪参数
param = arcwelding.ArcTrackParam()
param.name = "arctrackdata1"
param.annotation = "test1"
param.delay_time = 5 # 其他的值类似设置就行,这里直接使用默认值
arc_welding.setArcTrackParam(param,ec)
# 获取对应的电弧跟踪参数
param_get = arc_welding.getArcTrackParam(param.name, ec)
print(f"name: {param_get.name} annotation: {param_get.annotation} delay_time: {param_get.delay_time}")
# 本例验证时运行于NB4h-R580-3B(注意点位匹配)
p0 = [0.357487, 0.000633967, 0.222628, 3.0, 0.0685018, 3.12448]
p1 = [0.357487, 0.143835, 0.222628, 3.13197, 0.0685018, 3.12448]
p2 = [0.456268, 0.000634313, 0.222628, 3.13197, 0.0685026, 3.12448]
p3 = [0.456268, 0.143835, 0.222628, 3.13197, 0.0685024, 3.12448]
p4 = [0.456268, -0.103198, 0.222628, 3.13197, 0.068502, 3.12448]
arcon = arcwelding.ArcOnCommand("arcondata1", "arcdata1")
arcoff = arcwelding.ArcOffCommand("arcoffdata1")
mj = xCoreSDK_python.MoveJCommand(p0, 100, 1)
# 第一条,开启电弧跟踪,用跟踪参数arctrackdata1
wml1 = arcwelding.WMoveLCommand(p1, 20, 1, "weavedata1", "arctrackdata1")
# 第二条,开启电弧跟踪,用跟踪参数arctrackdata2
wml2=arcwelding.WMoveLCommand (p2, 20, 1, "weavedata1", "arctrackdata2")
# 第三条,电弧跟踪参数为空,不跟踪
wml3=arcwelding.WMoveLCommand (p3, 20, 1, "weavedata1")
# 第四条和第五条,开启电弧跟踪,用跟踪参数arctrackdata2
wml4=arcwelding.WMoveLCommand (p4, 20, 1, "weavedata1", "arctrackdata2")
wml5=arcwelding.WMoveLCommand (p3, 20, 1, "weavedata1", "arctrackdata2")
# 第六条,不跟踪
wml6=arcwelding.WMoveLCommand (p2, 20, 1, "weavedata1") # 直线摆动
weaveon=arcwelding.WeaveOnCommand ("weavedata1")
weaveoff=arcwelding.WeaveOffCommand()
wmove_list = [wml1, wml2, wml3, wml4, wml5, wml6]
id = xCoreSDK_python.PyString()
move_id = xCoreSDK_python.PyString()
robot.setPowerState(True, ec)
robot.moveAppend(mj, move_id, ec)
robot.moveAppend(arcon, id, ec)
if(ec["ec"]!=0):
print(f"{inspect.currentframe().f_lineno}: {ec["message"]}")
robot.moveAppend(weaveon, id, ec)
if(ec["ec"]!=0):
print(f"{inspect.currentframe().f_lineno}: {ec["message"]}")
robot.moveAppend(wmove_list, move_id, ec)
if(ec["ec"]!=0):
print(f"{inspect.currentframe().f_lineno}: {ec["message"]}")
robot.moveAppend(weaveoff, id, ec)
if(ec["ec"]!=0):
print(f"{inspect.currentframe().f_lineno}: {ec["message"]}")
robot.moveAppend(arcoff, id, ec)
if(ec["ec"]!=0):
print(f"{inspect.currentframe().f_lineno}: {ec["message"]}")
robot.moveStart(ec)
if(ec["ec"]!=0):
print(f"{inspect.currentframe().f_lineno}: {ec["message"]}")
from move_example import waitForFinish
waitForFinish(robot, move_id.content(), len(wmove_list) - 1)
while -1 != robot.queryEventInfo(xCoreSDK_python.Event.arcWeldState)[xCoreSDK_python.EventInfoKey.ArcWeldState.ArcWelding]:
# waiting for arc off
time.sleep(0.01) # 10 milliseconds
print("Finish running")
常用接口与类型
setArcTrackParam、getArcTrackParam、WMoveLCommand(带跟踪参数的重载)、ArcOnCommand、WeaveOnCommand、WeaveOffCommand、ArcOffCommand
注意事项
跟踪效果与焊机、焊丝、电流波形及机型有关;点位需在本机重新标定。 开电弧跟踪的时候必须要开摆动
场景十三:激光寻位
适用情况 在焊接主程序前或中途,需要用激光测量得到焊缝或特征点的位姿修正量。
目标 LaserSearchData 已下发,executeLaserSearch 在约定超时内返回结果;手眼数据名与指令中引用一致。
推荐步骤
- 传感器网络、手眼关系、设备连接等基础配置见场景十四(
LaserSensorCfg、setHandeyeData、connLaserSensorDev等)。 setLaserSearchData维护寻位工艺名与工艺包约定字段。- 构造
LaserSearchCommand(手眼数据名、寻位数据名、搜索位姿、速度等),调用executeLaserSearch;同步/异步、超时与线程安全由应用保证。
实现代码
# 保存手眼标定参数
handeyedata0 = arcwelding.HandeyeData()
handeyedata0.mode = True
handeyedata0.xyz_abc = [29.456, -14.151, 70.047, 4.5006 / 180.0 * math.pi, 4.0438 / 180.0 * math.pi, -97.358 / 180.0 * math.pi]
handeyedata0.name = "laserhandeyedata1"
arc_welding.setHandeyeData(handeyedata0, ec)
print(f"ec: {ec["ec"]}, {ec["message"]}")
# 保存寻位参数
laser_search_data = arcwelding.LaserSearchData()
laser_search_data.name = "lasersearchdata1"
laser_search_data.job_number =2
laser_search_data.search_type ="point"
laser_search_data.search_mode ="continuous"
laser_search_data.step_length = 3
laser_search_data.joint_type = "lap_joint"
arc_welding.setLaserSearchData(laser_search_data, ec)
print(f"ec: {ec["ec"]}, {ec["message"]}")
laser_search_pos = xCoreSDK_python.CartesianPosition()
laser_search_pos.rpy = [3.14, 0, 3.14]
laser_search_pos.trans = [0.563, 0.3, 0.43]
laser_search_cmd = arcwelding.LaserSearchCommand("laserhandeyedata1", "lasersearchdata1", laser_search_pos, 10, 0)
is_found = False
pos = xCoreSDK_python.CartesianPosition()
ret = None
robot.setPowerState(True, ec)
# 示例中选择同步等待寻位结果,设置超时时间为 30 秒。可根据轨迹速度和长度来设置超时时间。
timeout = 30
# 二、寻位并运动
robot.moveReset(ec)
ret = arc_welding.executeLaserSearch(laser_search_cmd, True, timedelta(seconds=timeout), ec)
print(f"ec: {ec["ec"]}, {ec["message"]}")
is_found = ret[0]
pos = ret[1]
print(f"isFound: {is_found}, pos: {', '.join(map(str, pos.trans))}, rpy: {', '.join(map(str, pos.rpy))}")
常用接口与类型
setLaserSearchData、LaserSearchCommand、executeLaserSearch、HandeyeData(名在指令中引用)
场景十四:激光跟踪——传感器配置、连接与队列用法
适用情况 要在上位机维护激光 IP、周期、类型;连接设备;焊缝跟踪。
目标 设备可连接、可监控;跟踪段内 LaserTrackOnCommand~LaserTrackOffCommand 与焊接运动同队列。
推荐步骤(配置与连接)
- 填写
LaserSensorCfg,setLaserSensorCfg;可选setEventWatcher(xCoreSDK_python.Event.lasertrackState, …)。 connLaserSensorDev/disconnLaserSensorDev;不用时removeLaserSensorCfg。- 手眼关系:
setHandeyeData/getHandeyeData;自动标定:startHandeyeCalibration→calibratePoint→calibrateEnd。 - 跟踪工艺名:
setLaserTrackData(与工艺包字段一致)。
推荐步骤(焊缝跟踪队列)
- 连接设备后
openLaserTrack("sensor1", ec)。 - 队列:
ArcOnCommand→LaserTrackOnCommand→WMoveL/WMoveC等 →LaserTrackOffCommand→ArcOffCommand。 closeLaserTrack,再按规范disconnLaserSensorDev。
实现代码
以下依次为同文件中的 PrintLaserSensorState、set_laser_sensor_state_watcher(供配置示例注册回调)、laser_track_example、laser_track_command_example(调用后检查 ec,运动完成可结合 move_example.waitForFinish)。
def PrintLaserSensorState(info):
print_info("enter PrintLaserSensorState")
device_name = info["device_name"]
connect = info["connect"]
laser_on = info["laser_state"]
power_on = info["power_state"] # 注意:明图传感器没有使能状态,这里的使能状态无效
print_info("[激光跟踪器状态信息] 设备名称: " + device_name + " 连接:" +
("YES " if connect else "NO ") + "激光开启:" +
("YES " if laser_on else "NO ") + "使能开启:" +
("YES " if power_on else "NO "))
print_info("enter SetLaserSensorStateWatcher")
robot.setEventWatcher(xCoreSDK_python.Event.lasertrackState,
PrintLaserSensorState, ec)
print_log("setEventWatcher", ec)
print_info("enter LaserTrackExample")
# 设置激光跟踪器配置信息
cfg = arcwelding.LaserSensorCfg()
cfg.name = "sensor1"
cfg.ip = "192.168.110.92"
cfg.port = 502
cfg.overtime = 800
cfg.communication_cycle = 60
cfg.type = arcwelding.LaserSensorType.CRNT # 创想传感器
# cfg.type = arcwelding.LaserSensorType.SMART_IMAGE # 明图传感器
# 发送指令设置AddLaserSensorCfg
arc_welding.setLaserSensorCfg(cfg, ec)
print_log("setLaserSensorCfg", ec)
# 查询设备配置信息
cfg_get = arc_welding.getLaserSensorCfg(cfg.name, ec)
print_log("getLaserSensorCfg", ec)
print_info("name: " + cfg_get.name + " ip:" + cfg_get.ip)
# 设置传感器状态监控watch
set_laser_sensor_state_watcher(robot, ec)
# 连接激光跟踪器ConnLaserTrack
arc_welding.connLaserSensorDev(cfg.name, ec)
print_log("connLaserSensorDev", ec)
# 开启焊缝跟踪器,开始获取激光传感器数据OpenLaserTrack
arc_welding.openLaserTrack(cfg.name, ec)
print_log("openLaserTrack", ec)
# 关闭焊缝跟踪器CloseLaserTrack
arc_welding.closeLaserTrack(cfg.name, ec)
print_log("closeLaserTrack", ec)
# 断开连接DisConnLaserTrack
arc_welding.disconnLaserSensorDev(cfg.name, ec)
print_log("disconnLaserSensorDev", ec)
# 删除设备配置信息RemoveLaserSensorCfg
arc_welding.removeLaserSensorCfg(cfg.name, ec)
print_log("removeLaserSensorCfg", ec)
# 设置手眼标定结果
handeyedata0 = arcwelding.HandeyeData()
handeyedata0.mode = True
handeyedata0.xyz_abc = [
29.456, -14.151, 70.047, 4.5006 / 180.0 * math.pi,
4.0438 / 180.0 * math.pi, -97.358 / 180.0 * math.pi
]
handeyedata0.name = "handeyedata0"
arc_welding.setHandeyeData(handeyedata0, ec)
print_log("setHandeyeData", ec)
# 查询手眼标定结果
name = "handeyedata0"
handeyedata0_get = arc_welding.getHandeyeData(name, ec)
print_log("getHandeyeData", ec)
print_info(
f"name: {handeyedata0_get.name} xyz_abc: {handeyedata0_get.xyz_abc[0]},"
f"{handeyedata0_get.xyz_abc[2]},{handeyedata0_get.xyz_abc[3]},"
f"{handeyedata0_get.xyz_abc[4]},{handeyedata0_get.xyz_abc[5]}")
# 删除手眼标定结果
arc_welding.removeHandeyeData(name, ec)
print_log("removeHandeyeData", ec)
# 先连接激光器
# 设置激光跟踪器配置信息
cfg = arcwelding.LaserSensorCfg()
cfg.name = "sensor1"
cfg.ip = "192.168.110.92"
cfg.port = 502
cfg.overtime = 800
cfg.communication_cycle = 60
cfg.type = arcwelding.LaserSensorType.CRNT # 创想传感器
arc_welding.setLaserSensorCfg(cfg, ec)
print_log("setLaserSensorCfg", ec)
# 设置传感器状态监控watch
set_laser_sensor_state_watcher(robot, ec)
arc_welding.connLaserSensorDev(cfg.name, ec)
print_log("connLaserSensorDev", ec)
time.sleep(2)
laser_track_on_cmd = arcwelding.LaserTrackOnCommand(
) # 默认手眼标定参数和激光跟踪参数名为"default"
laser_track_off_cmd = arcwelding.LaserTrackOffCommand()
id = xCoreSDK_python.PyString()
robot.setPowerState(True, ec)
robot.moveAppend(laser_track_on_cmd, id, ec)
robot.moveAppend(laser_track_off_cmd, id, ec)
robot.moveStart(ec)
print_log("moveStart", ec)
常用接口与类型
LaserSensorCfg、setLaserSensorCfg、connLaserSensorDev、openLaserTrack、closeLaserTrack、setLaserTrackData、LaserTrackOnCommand、LaserTrackOffCommand、GetLaserPos
注意事项
场景十五:多层多道与层道偏移
适用情况 同一焊缝截面需要多道堆叠,或每层起点/姿态按 LayerData 偏移。
目标 层道参数已下发;可选先做可达性校验,再在下料队列中用 OffsetOnCommand / OffsetOffCommand 包络各层轨迹。
推荐步骤
setLayerData为每层道维护名称与偏移、辅助点等。- 使用
MpmlPathCheck对路径点组、运动类型列表与层道列表做校验,收集不可达层名。 - 需要时
GetLayerStartPoint获取建议起弧位姿。 - 队列中在对应层轨迹前插入
OffsetOnCommand(layerName),层结束处OffsetOffCommand。
实现代码
print_info("enter LayerExample")
# 设置多层多道参数
layer_data = arcwelding.LayerData()
layer_data.name = "layerdata1"
layer_data.annotation = ""
layer_data.start_offset = 10
layer_data.end_offset = 10
layer_data.y_offset = 5
layer_data.z_offset = 5
layer_data.travel_angle = 4
layer_data.tilt_angle = -5
arc_welding.setLayerData(layer_data, ec)
# 以下点位基于XMC7-R850-B0X1A0
p0 = [0.614, 0.136, 0.389, 3.14159, 0.0, 3.14159]
p1 = [0.514, -0.136, 0.410, 3.14159, 0.0, 3.14159]
p2 = [0.563, -0.147, 0.410, 3.14159, 0.0, 3.14159]
p3 = [0.550, -0.127, 0.410, 3.14159, 0.0, 3.14159]
p4 = [0.643, 0.10, 0.410, 3.14159, 0.0, 3.14159]
p5 = [0.713, -0.0, 0.410, 3.14159, 0.0, 3.14159]
# 几条运动指令
mj = xCoreSDK_python.MoveJCommand(p0, 100, 1)
ml = xCoreSDK_python.MoveLCommand(p1, 100, 1)
# 直线摆动
target2 = xCoreSDK_python.CartesianPosition(p2)
wml1 = arcwelding.WMoveLCommand(target2, 20, 1, "default")
target3 = xCoreSDK_python.CartesianPosition(p5)
wml2 = arcwelding.WMoveLCommand(target3, 20, 1, "default")
# 几条焊接指令
# 开始偏移指令,设置多层多道偏移计算参数为layerdata1
offset_on_cmd = arcwelding.OffsetOnCommand("layerdata1")
offset_off_cmd = arcwelding.OffsetOffCommand()
arc_on_cmd = arcwelding.ArcOnCommand("arcondata1", "arcdata1")
arc_off_cmd = arcwelding.ArcOffCommand("arcoffdata1")
weave_on_command = arcwelding.WeaveOnCommand("weavedata1")
weave_off_cmd = arcwelding.WeaveOffCommand()
change_layer_data_cmd = arcwelding.ChangeLayerDataCommand("layerdata1", 8, 2, -3, 3, 0, 0)
id = xCoreSDK_python.PyString()
robot.setPowerState(True, ec)
robot.moveAppend(change_layer_data_cmd, id, ec)
robot.moveAppend(mj, id, ec)
print_info("运动到初始点")
robot.moveAppend(offset_on_cmd, id, ec)
robot.moveAppend(ml, id, ec)
robot.moveAppend(arc_on_cmd, id, ec)
robot.moveAppend(weave_on_command, id, ec)
robot.moveAppend(wml1, id, ec)
robot.moveAppend(wml2, id, ec)
robot.moveAppend(weave_off_cmd, id, ec)
robot.moveAppend(arc_off_cmd, id, ec)
robot.moveAppend(offset_off_cmd, id, ec)
robot.moveStart(ec)
常用接口与类型
setLayerData、getLayerData、removeLayerData、LayerData、MpmlPathCheck、GetLayerStartPoint、OffsetOnCommand、OffsetOffCommand
场景十六:整圆与复杂空间曲线(摆动 / 间断 / 跟踪可选)
适用情况 焊缝为整圆或 MoveCF 类曲线,且可能叠加摆动、间断焊或电弧跟踪。
目标 使用 WMoveCFCommand 等与工艺指令组合;具体组合顺序与注释中的多种模式以工艺验证为准。
推荐步骤
- 将圆或曲线以工艺包要求的辅助点与目标点形式构造
WMoveCFCommand。 - 按需
setWeaveData、setSegData、setArcTrackParam后,在指令上绑定名称或在队列中插入SegOnCommand等。 - 在仿真或空运行下验证轨迹与姿态,再切实焊。
实现代码
print_info("enter WMoveCFExample")
# 点位机型 XMC7-R850-W7G3B4C
arcon = arcwelding.ArcOnCommand ("arcondata1", "arcdata1")
arcoff = arcwelding.ArcOffCommand ("arcoffdata1")
segon = arcwelding.SegOnCommand ("segdata1")
segooff = arcwelding.SegOffCommand ()
weaveon = arcwelding.WeaveOnCommand ("weavedata1")
weaveoff = arcwelding.WeaveOffCommand ()
p1point = [556.769126, 101.641184, 358.852436, 158.661084, -17.184105, -148.826026]
p2point = [590.049781, 101.641177, 358.852421, 158.66108, -17.184102, -148.826024]
p3point = [556.769146, 17.242862, 358.852448, 179.999964, -0.000009, -179.999957]
p4point = [556.769126, 101.641184, 358.852436, 179.999964, -0.000009, -179.999957]
p5point = [590.049781, 101.641177, 358.852421, 179.999964, -0.000009, -179.999957]
p1 = xCoreSDK_python.CartesianPosition(rlPoint2sdkPoint(p1point))
p2 = xCoreSDK_python.CartesianPosition(rlPoint2sdkPoint(p2point))
p3 = xCoreSDK_python.CartesianPosition(rlPoint2sdkPoint(p3point))
p4 = xCoreSDK_python.CartesianPosition(rlPoint2sdkPoint(p4point))
p5 = xCoreSDK_python.CartesianPosition(rlPoint2sdkPoint(p5point))
wml = arcwelding.WMoveLCommand(p3, 200, 1)
wmcf = arcwelding.WMoveCFCommand(p2, p1, 300 / 180.0 * math.pi)
# 设置旋转类型
wmcf.rotType = xCoreSDK_python.MoveCFCommandRotType.constPose
# wmcf.rotType = xCoreSDK_python.MoveCFCommandRotType.rotAxis
# wmcf.rotType = xCoreSDK_python.MoveCFCommandRotType.fixedAxis
id = xCoreSDK_python.PyString()
# 单独整圆、搭配摆动/间断焊/电弧跟踪等组合见 arcwelding_example.py 内注释
# robot.moveAppend(arcon, id, ec)
# robot.moveAppend(wmcf, id, ec)
# robot.moveAppend(arcoff, id, ec)
# robot.moveStart(ec)
常用接口与类型
WMoveCFCommand、MoveCFCommandRotType(rotType 成员)
场景十七:现场辅助动作与焊机状态
适用情况 调枪、引弧前送丝 / 退丝 / 检气;短时点焊铆焊;读取焊机实时量或清报警;在不实际焊接时,通过 enableArcData 选择工作模式并将电流/电压模式与设定值下发至焊机,对照焊机面板核对已生效数据是否与上位机一致。
目标 不依赖完整焊接轨迹即可完成维护性动作;HMI 可展示焊机状态。
推荐步骤
- 送丝、退丝、检气:调用
feedOnWire、feedBackWire、detectGas等,持续时间需满足工艺包最小阈值(如大于 0.1 s);停止动作使用对应重载中的使能参数(见附录方法)。 - 铆焊:
startWelding/stopWelding,区分一元化与分别模式等(见接口说明)。 - 状态:
getWelderStatus;报警可恢复时clearWelderAlarm。 enableArcData:用于在焊机侧使能/生效一条焊接工艺数据(含工作模式、电流/电压模式及电流、电压等设定),该数据不会被保存。在不建立焊接过程的前提下调用后,对照焊机面板显示与上位机下发值是否一致,便于现场对表与联调(不能为虚拟机、须连接焊机等前提见下文代码注释)。
实现代码
以下依次为同文件中的 feedOnWire、feedBackWire、detectGas、getWelderState、exampleWelding、clearWelderAlarm、enableArcData。
# 需要在启用焊机后执行
print_info("enter FeedOnWireExample")
time = 10
# 送丝
arc_welding.feedOnWire(time, True, ec) # 送丝和停止送丝时间参数都要大于0.1
print_log("feedOnWire", ec)
# 停止送丝
arc_welding.feedOnWire(time, False, ec)
print_log("feedOnWire", ec)
# 需要在启用焊机后执行
print_info("enter FeedBackWireExample")
time = 10
# 退丝
arc_welding.feedBackWire(time, True, ec) # 退丝和停止退丝时间都要大于0.1
print_log("feedBackWire", ec)
# 停止退丝
arc_welding.feedBackWire(time, False, ec)
print_log("feedBackWire", ec)
# 需要在启用焊机后执行
print_info("enter DetectGasExample")
time = 10
# 检气
arc_welding.detectGas(time, True, ec) # 检气和停止检气时间参数都要大于0
print_log("detectGas", ec)
# 停止检气
arc_welding.detectGas(time, False, ec)
print_log("detectGas", ec)
print_info("enter GetWelderStateExample")
welder_state = arc_welding.getWelderStatus(ec)
print_log("getWelderStatus", ec)
print_info(f"state: {welder_state.state}")
print_info(f"current: {welder_state.current}")
print_info(f"voltage: {welder_state.voltage}")
print_info(f"speed: {welder_state.speed}")
print_info(f"welding_name: {welder_state.welding_name}")
print_info(f"arc_welding: {welder_state.arc_welding}")
print_info(f"running_error: {welder_state.running_error['message']}")
print_info(f"distance: {welder_state.welding_distance}")
print_info(f"path_number: {welder_state.welding_path_num}")
print_info(f"welding_time: {welder_state.welding_time}")
print_info(f"welding_wire_used: {welder_state.welding_wire_used}")
print_info(f"welder_error_code: {welder_state.welder_error_code}")
print_info(f"welder_ready: {welder_state.welder_ready}")
def example_welding(arc_welding: ArcWelding, ec):
print_info("enter ExampleWelding")
arc_welding.startWelding(100, 0, "unified", ec) # 一元化模式
print_log("startWelding", ec)
arc_welding.startWelding(100, 0, "separate", ec) # 分别模式
print_log("startWelding", ec)
arc_welding.stopWelding(ec)
print_log("stopWelding", ec)
print_info("enter ClearWelderAlarmExample")
arc_welding.clearWelderAlarm(ec)
def enable_arc_data(arc_welding: ArcWelding, ec):
print_info("enter EnableArcData")
# 不能为虚拟机, 并且需要连接焊机
arc_data_custom = arcwelding.ArcData()
arc_data_custom.name = "Custom1_name"
arc_data_custom.annotation = "Custom1_annotation"
arc_data_custom.mode = "low_spatter"
arc_data_custom.current_mode = "wire_feed"
arc_data_custom.voltage_mode = "separate"
arc_data_custom.current = 80
arc_data_custom.voltage = 2
arc_data_custom.weld_speed = 50
arc_data_custom.ramp_time = 200
arc_data_custom.arc_break_param = arcwelding.ArcBreakParam()
arc_data_custom.arc_break_param.detect_time = 50
arc_data_custom.arc_break_param.arc_break_option = "stop_and_alarm"
arc_data_custom.arc_break_param.restart_back_distance = 0
arc_welding.enableArcData(arc_data_custom, ec)
print_log("enableArcData", ec)
常用接口与类型
feedOnWire、feedBackWire、detectGas、startWelding、stopWelding、getWelderStatus、clearWelderAlarm、enableArcData(用途说明见上文推荐步骤第 4 条;示例见上文代码块)、FeedOnWireCommand、FeedBackWireCommand
场景十八:运行过程观测
适用情况 需要在程序中订阅焊接电流电压、弧焊状态、运动段完成等。
目标 异步回调或主动查询得到一致的状态快照;可按轨迹 id 与路点索引判断段结束。
推荐步骤
setEventWatcher(xCoreSDK_python.Event.arcWeldState, callback, ec)设置焊机状态回调, 解析xCoreSDK_python.EventInfoKey.ArcWeldState各键。setEventWatcher(xCoreSDK_python.Event.moveExecution, ...)或使用queryEventInfo轮询,结合业务定义的「段完成」条件(如轨迹 id + 路点索引)。- 收弧是否完成可结合弧焊状态中的「是否仍在焊接」等字段判断(以工艺包与 SDK 键名为准)。
实现代码
以下依次为 printWeldState、setArcWeldStateWatcher、queryWeldState、printMoveState、setMoveStateWatcher。
def PrintWeldState(info:dict):
print_info("enter PrintWeldState")
if (len(info) == 0):
return
current = info[ArcWeldState.Current]
voltage = info[ArcWeldState.Voltage]
state = info[ArcWeldState.State]
speed = info[ArcWeldState.Speed]
error = info[ArcWeldState.RunningError]
welding_name = info[ArcWeldState.WeldingName]
arc_welding = info[ArcWeldState.ArcWelding]
print_info("[焊接状态] current: " + str(current) + ", voltage: " +
str(voltage) + ", state: " + state + ", speed: " + str(speed))
print_info("weldingName: " + welding_name + ", arc_welding: " +
str(arc_welding))
if info.get(ArcWeldState.WeldingDistance) is not None:
distance = info[ArcWeldState.WeldingDistance]
print_info("distance: "+ str(distance))
if info.get(ArcWeldState.WeldingPathNum) is not None:
pathNumber = info[ArcWeldState.WeldingPathNum]
print_info("pathNumber: "+ str(pathNumber))
if info.get(ArcWeldState.WeldingTime) is not None:
weldingTime = info[ArcWeldState.WeldingTime]
print_info("weldingTime: "+ str(weldingTime))
if info.get(ArcWeldState.WeldingWireUsed) is not None:
weldingWireUsed = info[ArcWeldState.WeldingWireUsed]
print_info("weldingWireUsed: "+ str(weldingWireUsed))
if info.get(ArcWeldState.WelderErrorCode) is not None:
welderErrorCode = info[ArcWeldState.WelderErrorCode]
print_info("welderErrorCode: "+ str(welderErrorCode))
if info.get(ArcWeldState.WelderReady) is not None:
welderReady = info[ArcWeldState.WelderReady]
print_info("welderReady: "+ str(welderReady))
print_info("error: " + error["message"])
print_info("enter SetArcWeldStateWatcher")
robot.setEventWatcher(xCoreSDK_python.Event.arcWeldState, PrintWeldState,
ec)
print_log("setEventWatcher", ec)
# 先调用robot.setEventWatcher(xCoreSDK_python.Event.arcWeldState, PrintWeldState,ec)
# 与焊接状态监视一起用,容易为空
print_info("enter QueryWeldStateExample")
info = robot.queryEventInfo(xCoreSDK_python.Event.arcWeldState, ec)
print_log("queryEventInfo", ec)
PrintWeldState(info)
def PrintMoveState(info):
print_info("enter PrintMoveState")
print(f"{MoveExecution.ID}:{info[MoveExecution.ID]}")
print(f"{MoveExecution.ReachTarget}:{info[MoveExecution.ReachTarget]}")
print(f"{MoveExecution.WaypointIndex}:{info[MoveExecution.WaypointIndex]}")
print(f"{MoveExecution.Error}:{info[MoveExecution.Error]}")
print(f"{MoveExecution.Remark}:{info[MoveExecution.Remark]}")
print_info("enter setMoveStateWatcher")
robot.setEventWatcher(xCoreSDK_python.Event.moveExecution, PrintMoveState,
ec)
print_log("setEventWatcher", ec)
常用接口与类型
setEventWatcher、queryEventInfo、xCoreSDK_python.Event.arcWeldState、xCoreSDK_python.Event.moveExecution、xCoreSDK_python.EventInfoKey.ArcWeldState、xCoreSDK_python.EventInfoKey.MoveExecution
注意事项
- 焊机状态回调的周期是500ms
场景十九:其它几何与工艺辅助(按需查阅)
适用情况 三点建用户参考、焊机支持模式查询、焊接中 Jog 偏置等;
目标 在程序中完成辅助几何计算或读取焊机能力列表。
推荐步骤
- 按业务调用
getRefBy3Points、getWelderWorkModes、weldOffsetJog等;
实现代码
以下依次为 getRefBy3PointsExample、getWelderWorkModes、weldingJogOffsetExample。
def get_ref_by_3_points(arc_welding: ArcWelding, ec):
print_info("enter get_ref_by_3_points")
pos1 = xCoreSDK_python.CartesianPosition([0.55676914536239797, -0.15000000000000005, 0.35885244785437498, -3.1415926535897931, 3.8857805861880484e-16, -3.1415926535897931])
pos2 = xCoreSDK_python.CartesianPosition([0.71096662191265758, -0.14999999687989679, 0.35885244769618885, -3.1415921387343229, 8.5631816663676866e-07, 3.1415926369370966])
pos3 = xCoreSDK_python.CartesianPosition([0.71096662302702562, 0.0055997244168811289, 0.35885244730431071, -3.1415926429162764, 7.8093868108499471e-07, -3.1415918107904255])
with_origin = False
dir = arcwelding.DirType.X_Plus_Y_Plus
ret = arc_welding.getRefBy3Points([pos1, pos2, pos3], with_origin, dir, ec)
print_log("getRefBy3Points", ec)
for p in ret.trans:
print(p)
for p in ret.rpy:
print(p)
def get_welder_workmode(arc_welding: ArcWelding, ec):
ret = arc_welding.getWelderWorkModes(ec)
print_log("getWelderWorkMode", ec)
print_info(f"welder work mode: {ret}")
def welding_jog_offset(arc_welding: ArcWelding, ec):
arc_welding.weldOffsetJog(arcwelding.WeldOffsetJogDir.Y_PLUS,ec);
arc_welding.weldOffsetJog(arcwelding.WeldOffsetJogDir.Y_MINUS,ec);
arc_welding.weldOffsetJog(arcwelding.WeldOffsetJogDir.Z_PLUS,ec);
arc_welding.weldOffsetJog(arcwelding.WeldOffsetJogDir.Z_MINUS,ec);
print_log("weldingJogOffset", ec)
常用接口与类型
getRefBy3Points、getWelderWorkModes、weldOffsetJog
与详细文档的对应关系
| 需求 | 文档 |
|---|---|
| 接口列表与参数含义 | 接口说明 |
| 类型与数据结构 | 附录:类型、附录:数据结构 |
| 方法签名与重载细节 | 附录:方法 |
| 错误码与异常 | 错误码和异常 |